

以下是:电解抛光液实力商家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 不锈钢奥氏体马氏体 产地 张家港 规格 2000*700*800mm 类型 电解抛光去除焊点毛刺等 品牌 张家港灯鼎科技 型号 DD-805-2000A12V 可定制 是 包装 普通包装 电解抛光液实力商家,前海灯鼎实业(武宁县分公司)为您提供电解抛光液实力商家的资讯,联系人:楚先生,电话:18018712562、18018712562,QQ:858787721,发货地:宝安区沙井镇。 江西省,九江市,武宁县 武宁县在商代为艾侯领地,故有古艾之称,正式建县于东汉建安四年(199年)。武宁融库区、老区、山区、林区为一体,人文厚重,民风淳朴。历史上陶渊明、柳浑、苏轼、黄庭坚、周濂溪、盛文郁等名人雅士曾在这为官、游览、隐居。武宁县是全国文化先进县,打鼓歌、采茶戏、戏社火等一批民间艺术被列入非物质文化遗产名录。
我们为您呈现了一部精彩绝伦的电解抛光液实力商家产品视频,让您感受产品的独特之处。以下是:电解抛光液实力商家的图文介绍
由于稠性和电流密度分布的不均匀性,观凸起部分尺寸较快,观下凹处尺寸较慢,使工件表面粗糙度降低,从而达到抛光的目的。电解抛光原理在世界各界人士争论很多,被大家公认的主要为理论。该理论主要为工件上脱离的金属离子与抛光液中的磷酸形成一层磷酸盐膜吸附在工件表面,这种在凸起处较薄,凹处较厚,因凸起处电流密度高而溶解快,随流动,凹凸不断变化,粗糙表面逐渐被整平的。电解抛光优点编辑内外色泽一致,光泽持久,机械抛光无法抛到的凹处也可整平。主要产品有高频整流器高频氧化电源 高频电镀电源 高频电解电源电解抛光设备专用各类大中小型电解抛光设备钢铁表面产品除油 除锈 防锈 常温发黑 抛光不锈钢表面产品除油清洗 钝化 化学抛光 电解抛光铜表面产品化学抛光 电解抛光 抗氧化剂铝表面产品酸洗 化学抛光 电解抛光
经过三年的努力与发展,已具备一定的规模与实力,现九江武宁前海灯鼎实业有限公司拥有一支精湛的技术团队和完善的生产团队,为您提供从 电解抛光液研发、生产、销售、售后一体式服务。公司提倡“诚信、团结、敬业、奋斗”的企业精神文化,提供好的 电解抛光液产品与真诚,好的服务售后服务:我们有专门的售后服务团队,提供售后1年内免费维修服务。
电解抛光看似简单,一个槽一台整流器装上药水就可以电解了。但真正要想做好电解抛光,其中还是有许多需要注意的细节,灯鼎公司根据多年的经验总结以下几点,希望对各位想从事由化学抛光的朋友提供帮助:
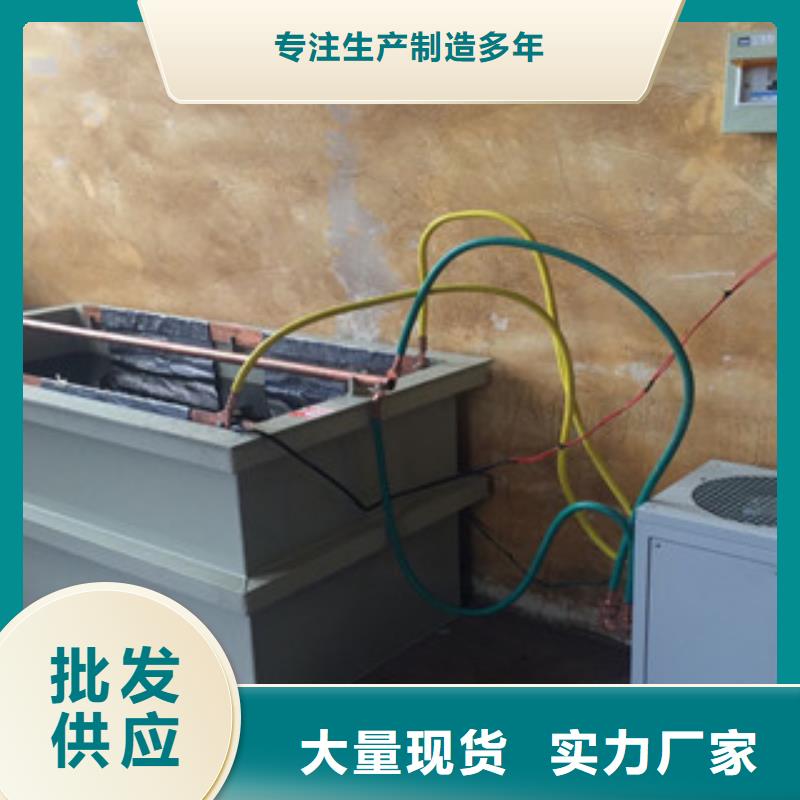
一、 电解槽的设计:电解槽常见的是长的两边做为负极,阴极材料一般采用不溶性的金属如:铅板、铅条、不锈钢板、钛板都可以。做为阴极的铅板一般宽约20~30公分,每隔10~15公分挂一块,阴极接整流器的负极电源。阳极为工作极,用来连通挂具做产品的电解。阳极即为一根铜杆固定在电解槽中间即可,一头接整流器的正极电源。电解槽的大小一般要根据所需的产能来设计,但要注意的是底部离挂且至少要留15公分以上的距离,液面一般要完全浸泡被电解工件并至少高出10公分。上挂后的工件两边各距阴极25公分左右为宜。如:上挂后的挂具总尺寸为高60公分,宽30公分,槽的尺寸高应为1米,宽90公分为宜。电解槽宜采用优质耐高温的PP塑胶类材料焊接而成,超出1立方以上还应该进行外围槽钢加固。
二、整流器大小的选择:整流器一般以槽体体积大小为参考选择,一般为槽体积(立方米)X1300A=整流器大小。如2立方米的槽,标配2500或3000A整流器为宜。
三、降温设施:连续式电解或高负荷电解的一定要考虑做好降温设施,一般采用耐酸的塑胶类管(日丰焊接用包铝管)布在槽的一侧(紧贴槽壁,再挂阴极)。降温时可以采用冷水循环方式。因为加温相对易解决,可以采用石英电热管,但在作业过程中温度会随电解放热而不断升温。温度宜控制在50~70变为宜。过高的温度对品质和药剂寿命都会产生不良影响。
四、药剂过滤:想要长期稳定的做好品质,过滤很重要。可以减少药剂在电解过程中溶解的杂质,有助于提高电流效率和品质。防止产生沉积。如:保温杯电解过程中溶解了喷砂的砂粒,如果不过滤则会对光洁度和一致性产生影响,过滤后即可恢复正常。过滤可以采用酸碱过滤泵解决。
五、电解药剂的选择:电解抛光液的选择非常重要、决定了品质的等级。一般市面上老配方铬酸型药剂对操作环境有影响,铬酸的挥发不但刺激皮肤和强烈的刺睥味道。主要还是使用寿命不长,使用温度高,易失效,且电解一段时间后表面成哑白色,没有不锈钢的正常光洁。这方面灯鼎表面处理技术开发有限公司有多款环保无铬的电解抛光液可供选择。灯鼎专业的技术人员会根据您的个性化需求配制合适的药剂。
1电解液加热:加热温度到60°加热管断电,搅拌均匀后开始电解抛光。断电后加热管不要马上拿出来,否则会烧掉加热管。也不要连续长时间加热,容易烧掉加热管。
2、工件除油:如工件表面有油污,需先进行除油处理,确保工件表面上无残留油污。
3、水洗:清洗工件表面上的除油剂。
4、工件除焊斑:如工件表面上有焊斑,需先进行除焊斑处理。
5、水洗:清洗工件上的酸洗膏。
6、晾干:可自然风干,确保工件上无残留的水;
7、电解抛光:需要电解抛光机和一个电解槽以及导电铜材进行连接,加热电解液至60度左右,把铅板固定在阴极,需电解抛光的工件挂在阳极,然后调整电压在8-12伏,抛2-8分钟取出工件。完成电解抛光。
8、水洗:清洗工件上的电解液
9、碱水洗:内盛5%碱性溶液,中和工件上的电解液。碱性溶液可以使用纯碱。
10、再次水洗:需要水洗槽,内盛普通清水。
11、高压水枪冲洗:彻底清洗工件上的电解液,确保工件上无残留的电解液。
12、晾干:可自然风干,也可采用吹风设备吹干,整个电解工艺完成。
电解抛光液实力商家,前海灯鼎实业(武宁县分公司)专业从事电解抛光液实力商家,联系人:楚先生,电话:18018712562、18018712562,QQ:858787721,发货地:宝安区沙井镇,以下是电解抛光液实力商家的详细页面。










